


Hole Opener


Hole Opener All-in-One Guide For Oil & Gas
A hole opener is used when the successive hole sections could have been drilled using regular drilling bits but where, for one reason or another reason, a reduced diameter hole section known as a pilot hole was required at a particular depth. It is designed to fit onto the drill string and is commonly used in directional drilling. They are also used in horizontal drilling to create larger diameter holes for improved wellbore stability and productivity. Hole openers come in various designs, each with its own specific features and advantages.
Most Hole Openers have regular pin-up connections to allow them to be screwed into Bit Subs or Near Bit Reamers. It is important to remember to take a crossover to the drilling rig in case no bit sub is available. Some 12 1/4” hole openers have 4 1/2” Reg Pins, so 4 1/2” Reg Box by 6 5/8” Reg Pin will be required depending on the BHA. This can be used with an 8” OD Bit Sub. It is always preferable to have a minimum of crossovers, and it may be necessary to carry additional crossovers in inventory – 4 1/2” Reg Box by 6 5/8” Reg Box.
What is a hole opener used for?
1. Hole enlargement is the main reason for using a hole opener. In other words, the hole opener enlarges a smaller hole size.
2. Maintaining hole diameter across sloughing shales or swelling/collapsing formations
3. Reaming out rugged formation ledges where stabilizers hang up constantly
4. Cleanout a cutting bed on the low side of a directional hole
5. Due to a need to get a core.
6. Because the best possible quality of wireline logs was required. The response of some logging tools is inversely proportional to the hole size.
7. While drilling through what may be a pressure transition zone when pressures and reservoir depths are not known with confidence. Circulating bottoms up takes less time in a small hole, and if there should be a well kick, it is easier to control. Once the required casing setting depth has been reached with no problem using a pilot hole, the full-size hole can be drilled quickly with confidence.
8. Because it is easier to control the well trajectory of a smaller hole
Pilot holes are small, initial holes drilled to guide the drilling process in various applications. Typically, pilot holes are drilled to a smaller diameter than the desired final hole size. Drillers can achieve greater control and accuracy by using pilot holes, resulting in successful hole opener operations. We may need to drill a pilot hole for the following reasons:
. A pilot hole may be drilled when shallow gas is expected to keep the fluid volumes small and controllable. Once the problem of shallow gas is resolved, a hole opener or sequence of hole openers may be used to enlarge the hole to the correct diameter.
. Control of cutting volumes in surface holes if mud pump capacity is restricted or problems occur with cutting management.
. In high-density wells platforms, pilot holes may be drilled to avoid other wells and to obtain better bottom hole assembly performance for build and turn rates. A hole opener becomes a critical operation on these wells.
Unstable formations:
. Swelling or Sloughing shales may require hole opener runs if the problem cannot be solved by mud weight or mud properties changes. This may be during the drilling of the hole section or at the end as a wiper trip and will depend on the severity of the problem.
. Collapsing formations may require cleaning out with a hole opener run.
. A hole opener may also be required if the diameter of the hole has been reduced by the formation expanding into it so that a full-size bit can no longer pass. This may happen in sections containing plastic shales or salt.
Removal of Formation ledges
Hanging up of Stabilized BHA’s: During the drilling of a directional well, doglegs occur, and these can lead to ledges appearing that then create obstacles for the BHA, whether tripping pipe in the hole or pulling out. If these become severe enough in hard rock country, a hole opener run with reamers may be used to smooth out the well bore.
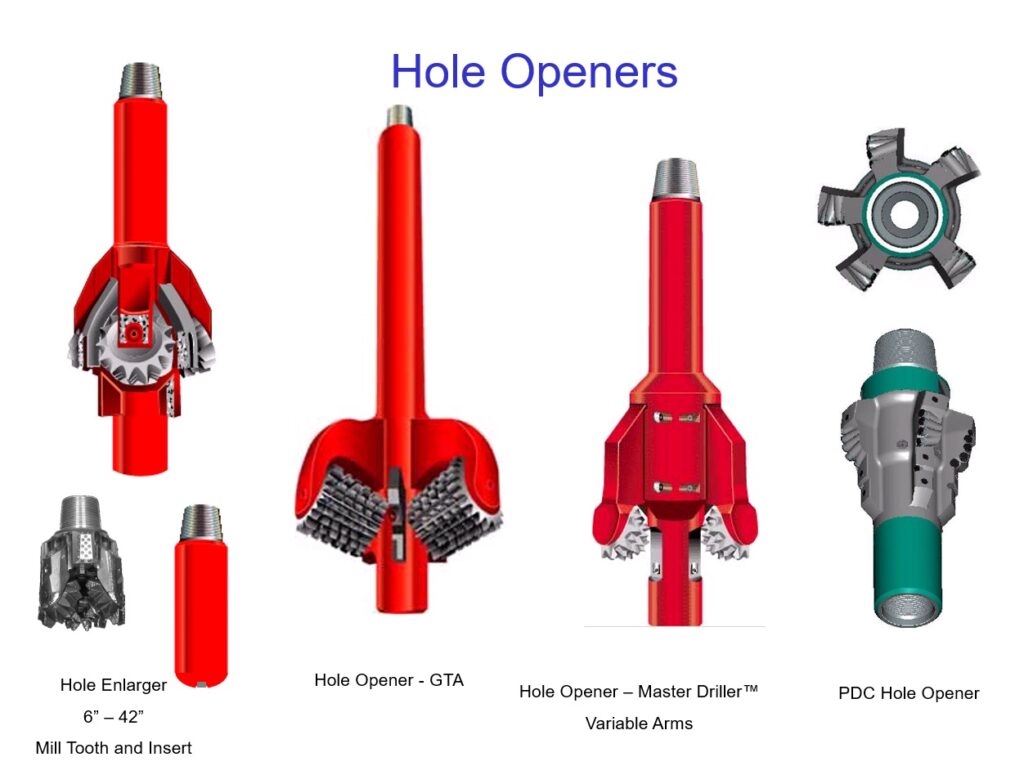
Hole openers come in various types, each designed to serve a specific purpose in drilling operations. One common type is the fixed-diameter hole opener, which creates larger-diameter holes without any adjustment capability. These hole openers have a fixed size, and their sturdy construction enables them to withstand high torque (Torque & Drag in Drilling) and drilling forces. They have cutters strategically arranged on the outer surface to remove material and increase the hole size.
Another type is the under-reamer, designed to enlarge the hole while drilling. Under-reamers have adjustable arms or blades that can be extended during drilling, increasing the diameter of the hole. This type of hole opener is advantageous in formations with varying hardness, as it allows for real-time hole size adjustment. They are primarily used when there is a need to enlarge a hole more than the casing pipe size, which has already been set.
Both fixed-diameter hole openers and under-reamers utilize fluid passages to facilitate the removal of cuttings from the hole. These fluid passages are strategically located to ensure efficient hole cleaning, maximizing drilling performance.
Hole Opener With Bull Nose
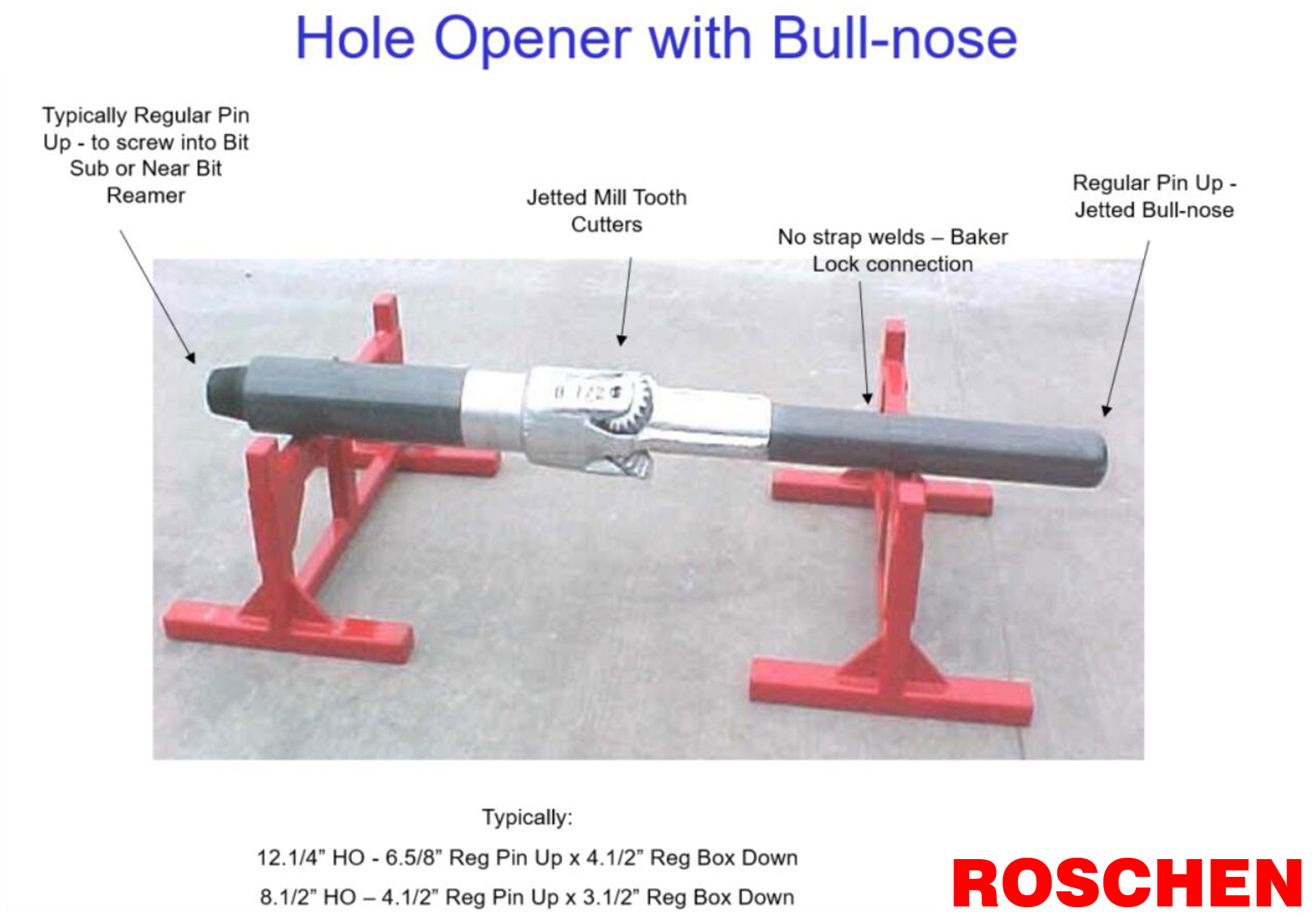
Bull noses are typically jetted, and the hole opener will have a jet opposite each cutter. Strapping bull-noses to hole openers is a common practice but should not be encouraged, as welding the straps is a problem at the rig site and damages the bodies of both the hole opener and bull-nose. Baker locking the connections is preferable. Like the Hole Opener, the regular pin-up may require crossovers. Typically, hole openers have a more minor thread below – 6 5/8” Reg Pin Up and 4 1/2” Reg Box Down. So again, planning is critical for these tools.
Hole Opener Cutters
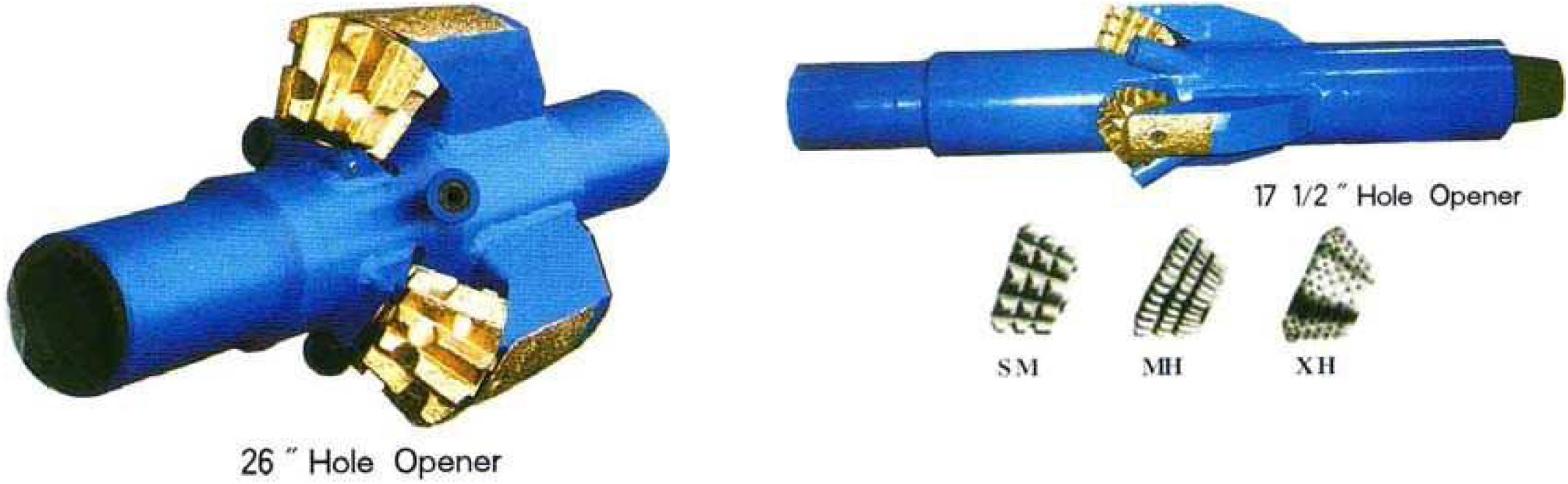
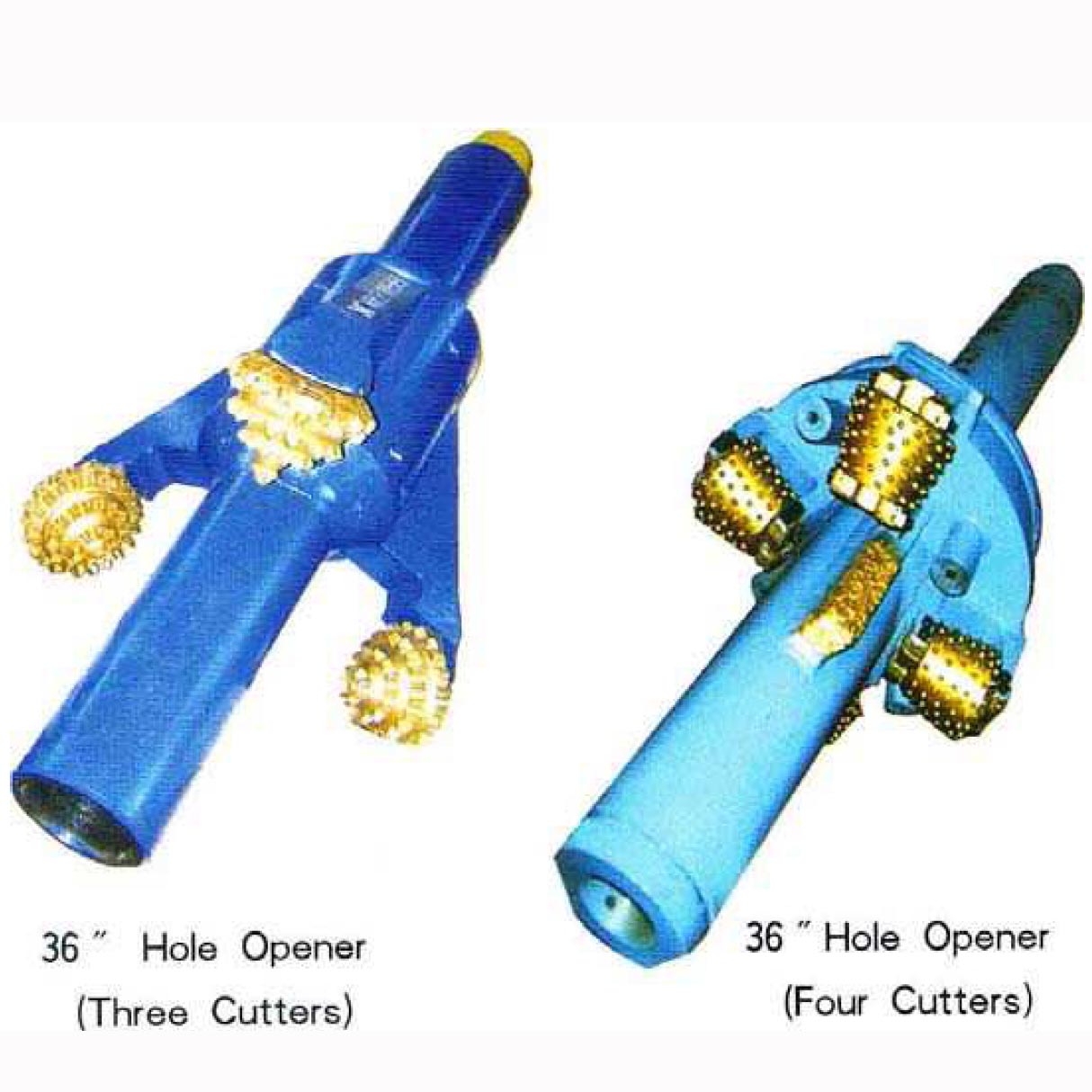
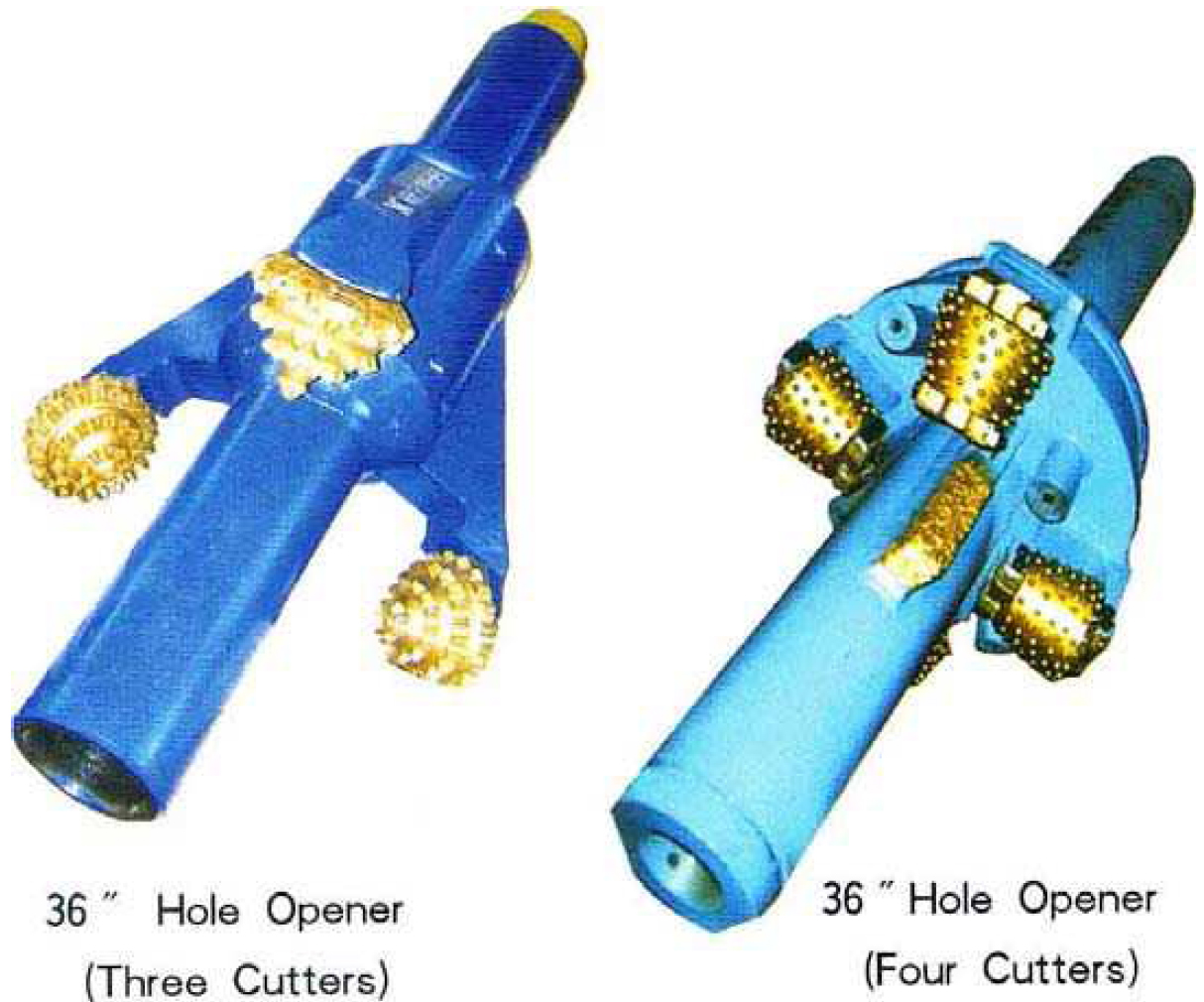
Most hole openers still use roller cones as cutters, with either steel teeth or tungsten carbide inserts as appropriate for the formation. The number of cones depends on the hole size – it varies from three to eight. Figure 3 shows a hole opener with a range of cutter cones that can be used with it.
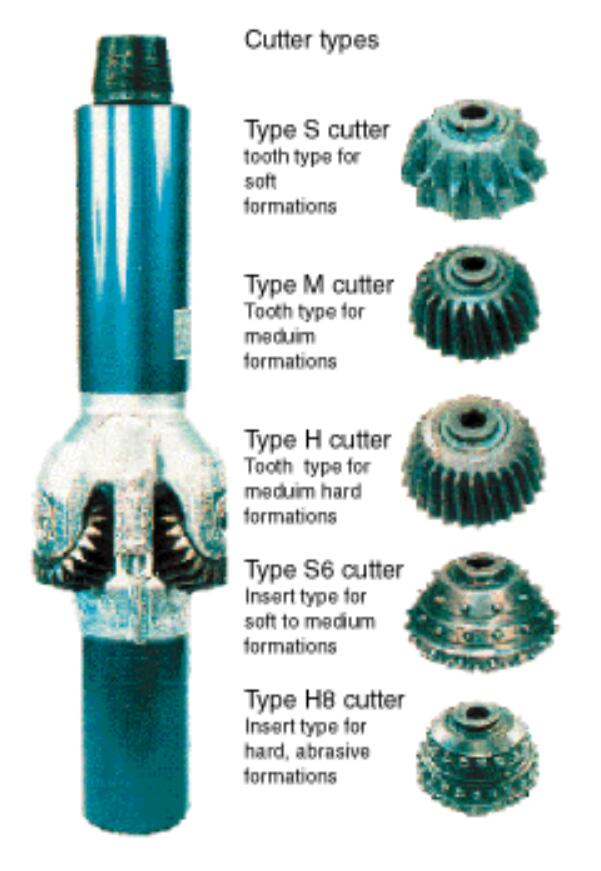
Figure 3: A hole opener with a selection of cutter cones
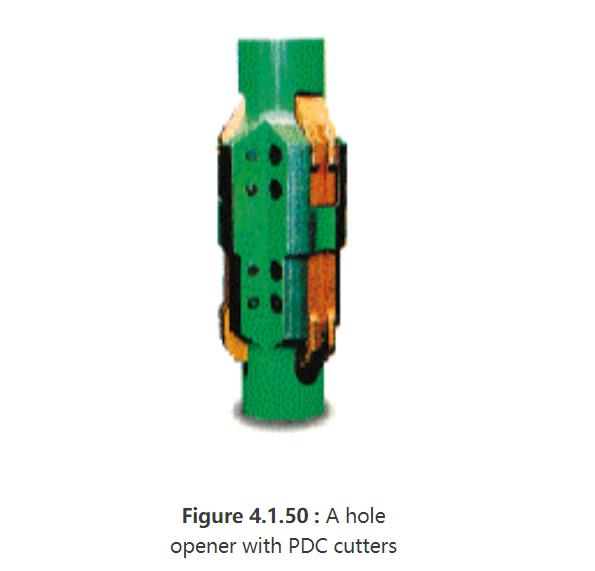
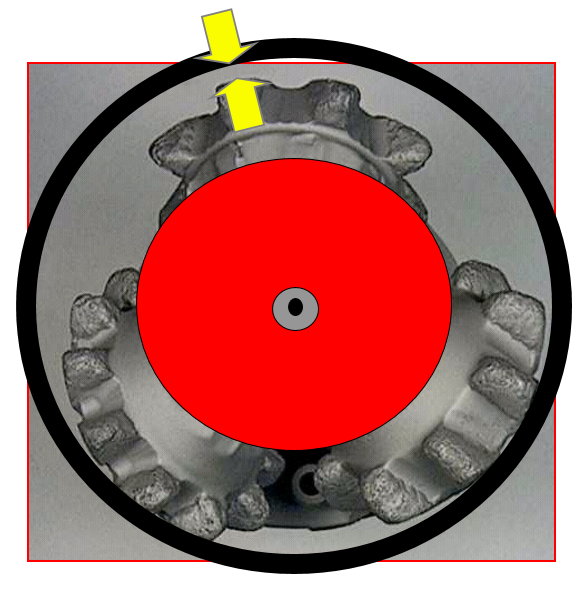
Hole openers are also available with fixed PDC cutters. Figure 4.1.50 shows such a tool. This one also has cutters mounted so that if the formation squeezes in above the tool, it can cut upwards.
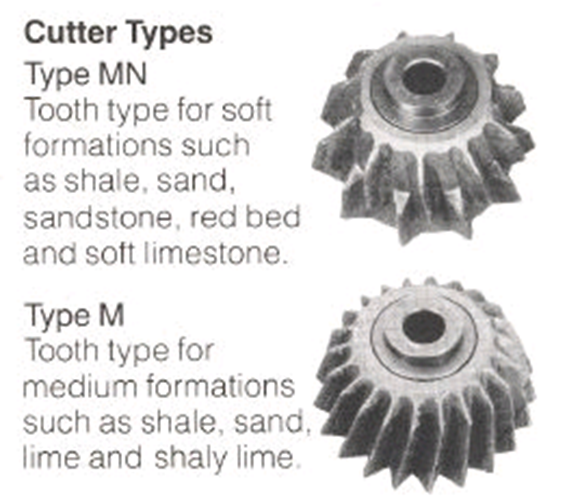
. Type MN: Tooth type for soft formations such as shale, sand, sandstone, red bed and soft limestone
. Type M: Tooth type for medium formations such as shale, sand, limestone, and shall lime
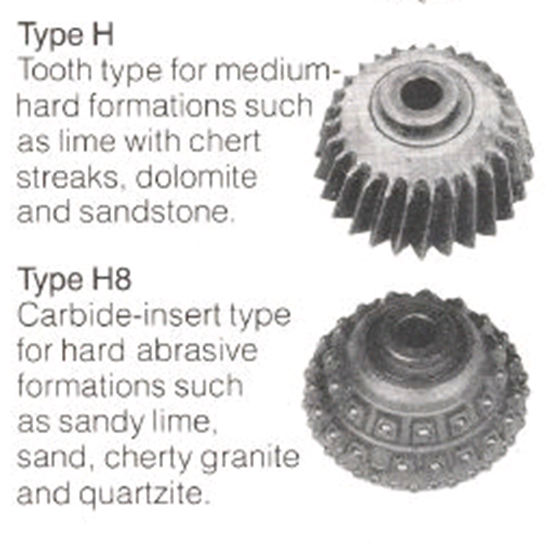
. Type H: Tooth type for medium-hard formations such as lime with chert streaks, dolomite and sandstone
. Type HB: Carbide insert for hard abrasive formations such as sandy lime, sand, cherly granite, and quartzite
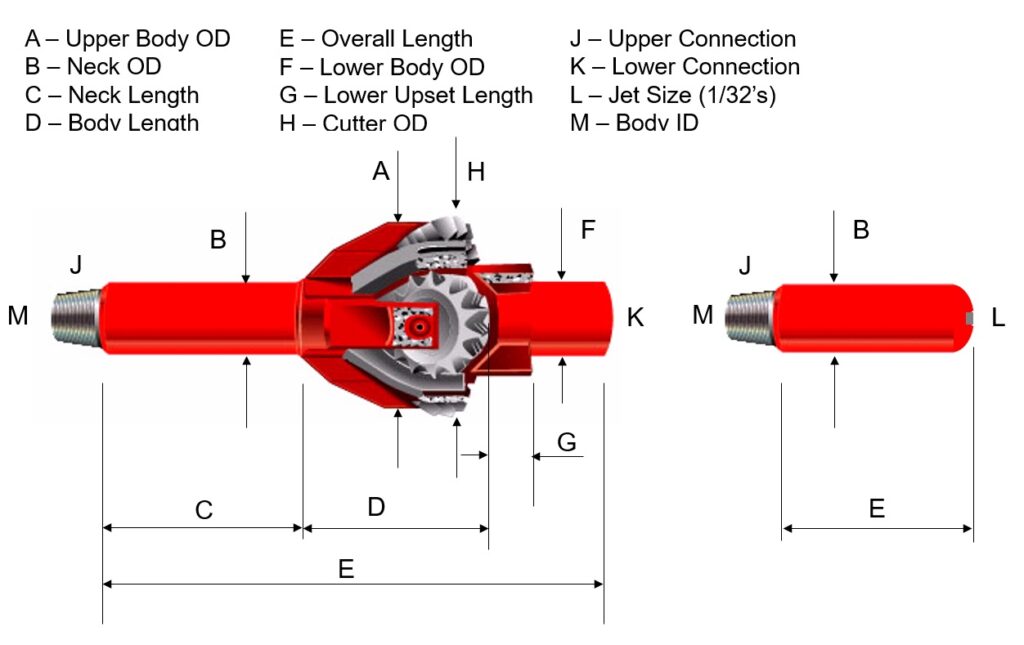
Hole Opener Cutter OD Gauging
. The ring gauge the dull Hole Opener cutter using the “TWO THIRDS RULE”
. The same method was used for Bit Dull Grading
. Place the ring gauge touching two gauges
. Measure the gap at the closest point on the third cone.
. This distance x 2/3rds is the amount out of gauge (given in 1/16ths)
How Does a Hole Opener Work?
. Bit can be run below in low-angle / vertical wells, providing a potential for sidetracking.
. Bull noses are preferable in directional wells or wells with problems maintaining the BHA in the old well bore, preventing a sidetrack.
. Extended bull noses may be required in higher build rate wells to prevent low-side cutting of the build section.
In vertical holes, hole opening has a lower potential to sidetrack when using a bit on the bottom of the tool; however, is it a good practice to run a bull nose instead?
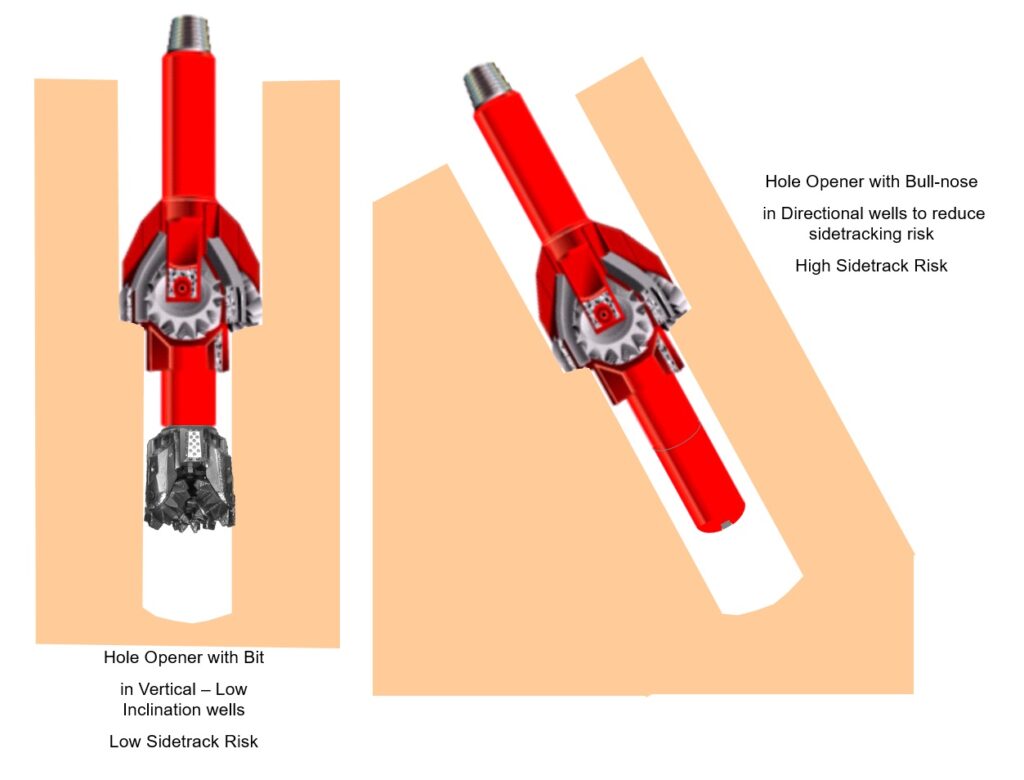
Bull noses are mandatory in directional wells, and under no circumstances should a bit be run to open up the hole. In high dogleg curves (dogleg severity), it may be required to run longer bull noses. To avoid damage, it is crucial to handle the bull noses with care when working in tight spots. If the hole cannot be widened to the total depth (TD), then the original drilling assembly or a reaming assembly with the same diameter must be utilized to clean out the well bore before rerunning the hole opener BHA.
Hole Opener BHA’s
BHA’s will vary depending on the formation types. A combination of stabilizers and roller reamers with varying flexibility will be selected based on the well geometry, and DLS encountered.
In hard rock areas and higher build curves, under-gauge stabilizers and roller reamers are preferable over full-gauge stabilizers, which will tend to hang up on ledges and create unnecessary high drill string torque. Another problem is reaming the hole with the stabilizer instead of the reamer or hole opener. Spiraled holes can cause severe damage to the stabilizer blade, and hard facing gives the appearance of a neatly machined blade.
The BHA selection will be dependent on the nature of the wellbore geometry:
. Vertical / Low DLS: BN (or Bit) – HO – UG Stab – SDC – Stab – 30’ DC – Stab
. Build-Drop Curves – Low DLS (2 – 4° DLS): BN – HO – UG Stab – 30’ DC – Stab
. Build Curves – Higher DLS (+4° DLS):
. BN – HO – RMR – 60’ DC – UG Stab (Opt)
. BN – HO – RMR – XOS – HWDP
Hole Opener Problems
. High WOB, RPM, and Torque can lead to cutter damage and, worse – loss of cutters, bearings, and arms.
. Un-stabilized BHA’s can result in sidetracks.
. How long will the unsealed bearing last? How many hours should a tool be run?
. High-speed hole opening can lead to overloading of the annulus with cuttings and getting stuck pipe problems.
. The mud must be closely monitored for hole cleaning.
. Bull noses can be lost if connections are not Baker Locked and the jet plugged if not jetted correctly.
Maintenance Requirements
. Identify bearing / cutter wear/body damage – washing, cracks, worn spindles, holes.
. Accurately measure cutter OD (H)
. Ability to change out cutters and correctly install new ones
. Grease Bearings and Baker Lock Bullnose
. Review any jet damage/washing of the body.
Consideration For Optimum Performance
For optimum performance using any hole opener in any formation, the following
considerations are essential:
. Soft formations generally respond better to higher rpm and lower WOB, while hard formations require higher WOB and less rpm.
. If encountering fractured formations or rough drilling conditions, such as RPM and WOB, adjust drilling parameters to prevent cutter bouncing and breakage.
. Use sufficient flow rate to obtain good bottom-hole cleaning and efficient cuttings removal.
. Cutter selection must be based on the same considerations as for bits.
. Hold rpm’s at the lowest practical level when using large hole openers. This is because the cutters on the outer periphery (larger cutters) are running at a higher velocity than cutters of smaller-diameter tools.
. Always stabilize the lower end of the hole opener to prevent it from rotating off-center. A bullnose pilot or a rock bit approximately 1/2″ smaller than the pilot hole will suffice.
Final Words
As an alternative to a hole-opener, especially in hole sizes of 17 1/2″ and less, it is common practice to use a standard bit as a hole-opener. In this case, there is no bull nose to guide the bit along the pilot hole, and one hopes (!) that the bit will follow the path of least resistance, which is where the rock has already been cut away and where it has probably been weakened around the actual hole.
In a medium to hard formation, this technique will usually work. There is no guarantee, and it is therefore necessary to measure the deviation of the well at frequent intervals to check that it is following the same trajectory as the original hole. In a soft formation, it is very likely that the bit would start drilling a new hole, which is an undesirable situation, and a hole opener is the only real option.
